
熱連軋鋼板�、帶產(chǎn)品是重要的鋼材品種之一���,隨著(zhù)熱軋板材在各方面的應用和發(fā)展�,用戶(hù)對于產(chǎn)品的要求也是越來(lái)越嚴格�。而用戶(hù)在注重鋼板質(zhì)量的同時(shí)���,對于產(chǎn)品的外觀(guān)質(zhì)量也更加看重和關(guān)注���。 很大程度上����,外觀(guān)質(zhì)量是作為評價(jià)熱軋鋼板好壞的很重要的指標之一��,如果產(chǎn)品的外觀(guān)質(zhì)量不符合要求����,用戶(hù)是不會(huì )認可和接受的����,因此在生產(chǎn)過(guò)程中����,既要保證產(chǎn)品的性能�,同時(shí)也要注重產(chǎn)品的外觀(guān)質(zhì)量�����。

但是在熱連軋產(chǎn)品的整個(gè)生產(chǎn)過(guò)程中�,由于受到一些高溫�、高壓�、高速以及硬件設備等各種因素的影響����,生產(chǎn)出來(lái)的產(chǎn)品可能并不完全符合客戶(hù)的要求�����,鋼板表面各種缺陷的產(chǎn)生也就不可避免了���,而這些缺陷的產(chǎn)生貫穿于整個(gè)熱連軋的生產(chǎn)過(guò)程中,它不僅影響著(zhù)后續成型的器件的表面外觀(guān)�����,而且與后續加工的效果���、加工成本等等 都密切相關(guān)����。 為了能使熱軋鋼板表面的質(zhì)量得到進(jìn)一步提高��,國內外的生產(chǎn)廠(chǎng)釆取了很多措施來(lái)進(jìn)行糾正和改進(jìn)�,例如用化學(xué)除磷和機械除磷相結合���、釆用連續退火����、凈化鋼質(zhì)等等��。2 熱軋鋼板常見(jiàn)表面缺陷分類(lèi) 缺陷分類(lèi)應著(zhù)重以熱軋鋼板有關(guān)技術(shù)標準和技術(shù)條件中相關(guān)的定義和描述為依據�����,同時(shí)結合近年來(lái)鋼種數量增多和生產(chǎn)方式多樣化,缺陷發(fā)生的實(shí)際形態(tài)和特征相對應進(jìn)行制定和描述�。熱軋鋼板常見(jiàn)的缺陷可以分為表面缺陷���、板形缺陷���、成分性能�、整卷外觀(guān)缺陷和幾何尺寸五類(lèi)���。對于熱軋鋼板表面缺陷分類(lèi)已經(jīng)有統一的國際評判標準���,根據其產(chǎn)生的原因和形狀等要素的不同�,中厚板材表面的缺陷共分為33種�����。

(夾雜)
但是各種類(lèi)之間有可能彼此是相互關(guān)聯(lián)的�����,很多缺陷從外觀(guān)上觀(guān)察也非常相似���,比較容易產(chǎn)生混淆���。因此�,將這些缺陷加以歸納���、整理���,主要可以分為5個(gè)大類(lèi):(1)麻點(diǎn)�����;(2)折疊���、劃傷�����;(3)夾雜�����;(4)結疤�;(5)裂紋��。2.2.1中浪:沿縱向呈波浪式起伏�,多出現在薄規格或低碳鋼板���;2. 2. 2邊浪:多出現在薄規格���、低碳鋼產(chǎn)品��,邊部呈波浪式起伏��;2.2.3花紋板基板不平:花紋的基板有明顯的凸起與凹陷����,呈魚(yú)鱗狀���,沿縱向帶狀分布�����,有的沿板面分布��。
整卷外觀(guān)缺陷從外觀(guān)上來(lái)說(shuō)����,一般可以分為5大類(lèi):2.3.1塔形:象塔一樣的形狀����,多出現在軋制厚規格產(chǎn)品中�;2.3.2松卷:卷板層與層之間出現較大縫隙��,多出現在軋制厚規格產(chǎn)品當中�����;2.3.3錯層:卷板層與層����、或多層與多層之間參差不齊�,多出現在軋制厚規格產(chǎn)品當中��;2.3.4吊壞:卷板兩端個(gè)別處出現破損�;卷板層與層之間出現縫隙�;2.3.5塌卷:鋼卷外觀(guān)呈橢圓或不規則圓形����。

從成分性能上來(lái)說(shuō)可以分為3類(lèi):2.4.1成分超標:某一成分或多項成分超出計劃鋼號所要求的范圍����;2.4.2抗拉強度超標M :抗拉強度超出計劃鋼號所要求的范圍�;2.4.3延伸率超標:延伸率超出計劃鋼號所要求的范圍�。從幾何尺寸方面來(lái)說(shuō)可以分3類(lèi):2.5.1厚度不合:鋼卷全部或局部厚度超出計劃厚度的公差范圍���;2.5.2寬度不合:鋼卷全部或局部寬度超出計劃寬度的公差范圍�����;2.5.3花紋板高度不夠:紋高達不到合同規定��。在軋制5.8mm厚度以上時(shí)易發(fā)生�。 熱軋鋼板在生產(chǎn)的過(guò)程中會(huì )受到各種因素的影響: 主要包括了板坯的加熱與除磷����、熱裝工藝以及軋輻的表面狀態(tài)三個(gè)方面���。而這些缺陷產(chǎn)生的原因也是各種各樣��,對其中一些常見(jiàn)缺陷產(chǎn)生的原因進(jìn)行了初步的分析�。
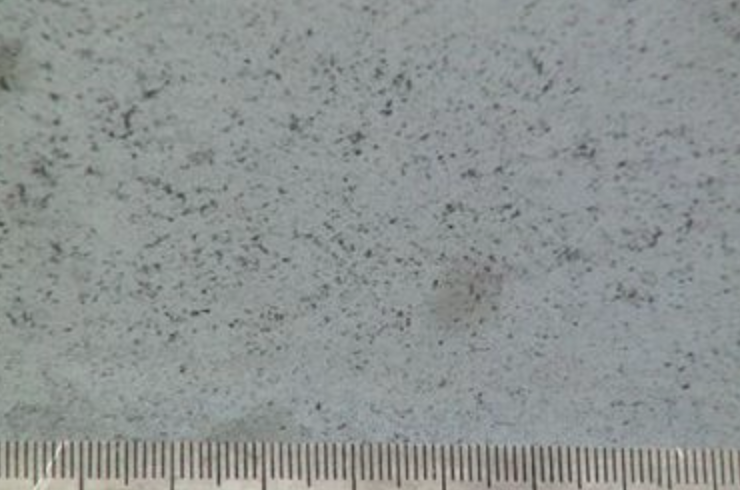
麻點(diǎn)是在鋼材表面呈現凹凸不平的粗糙面�����,又稱(chēng)為麻面����,一般是連續成片的����,有的呈現局部或者周期性分布�����,產(chǎn)生的原因是軋輻的質(zhì)量差�����,表面硬度不一��,或者失去冷硬層����,磨損不均�,成品孔或者成品前孔軋槽磨損�����、銹蝕或粘上破碎的氧化鐵��,在加熱過(guò)程中����,板坯氧化嚴重��,軋制時(shí)鐵皮壓入表面��,脫落后形成細小的凹坑����。

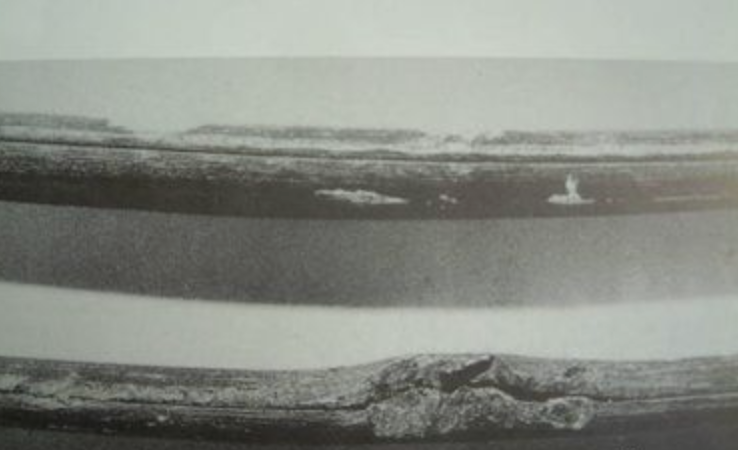
產(chǎn)生原因是導衛板加工不良或者嚴重磨損���。邊緣不圓滑�����,導衛裝置安裝����、調整不當����,對軋件壓力過(guò)大引起刮傷����,導衛板或者孔型粘附氧化鐵皮引起劃傷�����,熱軋區的地板�、輻道��、冷床上移鋼���,翻鋼設備有尖角�,軋件通過(guò)時(shí)被劃傷��,或者大煤氣中硫含量高�,滑塊易結瘤���,造成板坯表面折疊��、劃傷�����。夾雜是指在鋼材表面上有一定深度的非金屬夾雜物���,一般呈現點(diǎn)狀����、條狀�、或者塊狀分布�����,顏色有暗紅�、 淡黃色等時(shí)��。產(chǎn)生原因主要有鋼錠�、坯表面原來(lái)帶來(lái)的非金屬夾雜物沒(méi)有清理掉而被軋入鋼材表面�;在加 熱過(guò)程中爐頂或者爐端的耐火材料及煤灰���、煤渣落到剛坯表面上���,未清理掉而被軋入軋件表面��;另外��,軋機周?chē)沫h(huán)境不清潔�����,軋件表面粘上非金屬夾雜物也可能產(chǎn)生夾雜����。
結疤是鋼材表面呈現疤狀的金屬薄片��,呈不規則的分布�����,結疤的大小不同�����,深淺不等����,結疤的下面常有夾雜物存在����。結疤產(chǎn)生的原因是澆鑄鋼錠時(shí)操作不當���,使散流或飛濺的鋼水粘于模壁����,被氧化后貼在鋼錠表面����,軋后在表面形成結疤��,或者由于在鋼錠表面存在粘模�、凸包�、網(wǎng)紋�����、重皮或者翻皮等缺陷�,在軋制時(shí)形成結疤����,在軋制過(guò)程中��,成品孔前某道次因刮傷形成表面飛翅附在軋件表面上�����,或者軋槽表面磨損嚴重�,再軋制造成結疤���,有些是因板坯“胡子”清理不凈而造成����。
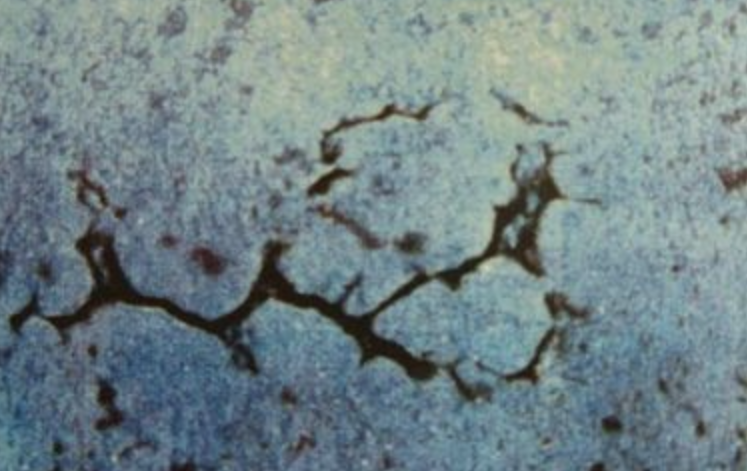
主要有縱向裂紋�、橫向裂紋和星狀裂紋�����,從鋼材橫截面上看�,裂紋有尖銳的根部��,具有一定的深度并 與表面垂直�,其周邊有嚴重的脫碳現象和非金屬夾雜��。產(chǎn)生的原因是由于初生坯殼厚度不均勻���,在坯殼薄得地方應力集中�����,或者坯殼內外溫差造成的熱應力�,鋼水靜壓力反抗坯殼沿厚度方向的凝固收縮產(chǎn)代的應力等�����,當應力超過(guò)坯殼的抗拉強度時(shí)就產(chǎn)生裂紋����。

鑄坯橫向厚度不均�,導致軋制時(shí)橫向各點(diǎn)延伸率不一樣�����;cvc輻匹配不好���,導致軋件橫向的相對壓下率不一致����。在冶煉���、精煉時(shí)�,鋼水成分未嚴格按照合同要求的技術(shù)標準和協(xié)議條件進(jìn)行嚴格控制�����,或因澆注時(shí)間過(guò) 長(cháng)造成鋼水中成分發(fā)生變化����。這與澆鋼工藝�、操作水平�����、設備狀況有很大關(guān)系����。計算機控制系統出現故障���,軋制參數控制出現波動(dòng)�;活套或卷取張力不合適或出現大的波動(dòng)�����;板坯尺寸 偏差大�����;立輻側壓量不合適�;軋制工藝不合適�����。對于其它缺陷產(chǎn)生的原因��,在此不一一進(jìn)行分析�����。熱連軋生產(chǎn)的整個(gè)過(guò)程中��,鋼板缺陷的產(chǎn)生是一個(gè)無(wú)法避免的問(wèn)題�����,找到了缺陷產(chǎn)生的原因以后��,如何避免缺陷的產(chǎn)生就顯得非常重要����。由于麻點(diǎn)產(chǎn)生的原因是多種多樣的���,防止和消除麻點(diǎn)產(chǎn)生的措施也是不相同的:4. 1. 1換輻時(shí)���,要認真檢查軋輾�����,不使用嚴重銹蝕的軋輾�����;4. 1.2要及時(shí)更換磨損的軋輻或者孔形��;4. 1.3改進(jìn)軋輻材質(zhì)����,提高耐磨性����,保持軋槽冷卻良好���,釆用熱軋工藝潤滑劑����,減少磨損����,提高軋槽的耐磨性�����;4. 1.4控制材料的加熱溫度���,使爐內保持正壓并減少氧化性氣體�����,對于某些易于氧化而氧化鐵皮又不易脫落的合金鋼����,應在剛材表面加蓋鐵皮�,保護加熱��;4. 1. 5采用高壓水�����、壓縮空氣在軋前或者軋制過(guò)程中清除軋件表面上的氧化鐵皮��。4.2. 1加工的導衛板要符合要求�����,邊緣圓滑����;4.2. 3消除輻道�、戒道上蓋板���、移鋼和翻鋼設備上的尖角����;4.2.4需要檢查運輸輟道的運轉情況����,及時(shí)排除故障��。

4.3.1改善鑄錠和整模操作或者連鑄操作�����,提高鋼錠質(zhì)量���;4.3.2加強鋼錠����、坯的質(zhì)量檢查����,對有結疤缺陷的剛坯必須在清除后投產(chǎn)�;4.3.3嚴格軋輻的刻痕操作�����,及時(shí)更換磨損嚴重的導衛板和軋槽����,防止軋件刮傷����。4.4. 1提高煉鋼和連鑄的冶金質(zhì)量�,改善連鑄坯的表面質(zhì)量�,嚴格檢查���,不合格的鑄坯不投產(chǎn)�����;4.4 3完善軋制制度��,防止不均勻冷卻�,采用均勻壓下量和合理的翻鋼道次����;4,4.4合理的軋后控制冷卻���,使軋件冷卻均勻���。
需要定期檢查更換側導板;優(yōu)化卷取工藝操作�����。盡可能地減小平直段的長(cháng)度��;適當降低卷取溫度���;合理鋼卷存放��。嚴格花紋輻的刻制��,增大軋制壓力���,及時(shí)換輻���。熱連軋鋼�、板帶產(chǎn)品的生產(chǎn)過(guò)程比較復雜�����,在這個(gè)過(guò)程當中對產(chǎn)品缺陷的控制是有很大難度的���,因此這還需要有更好的技術(shù)和更多的經(jīng)驗來(lái)逐漸進(jìn)行完善���。
鋼板缺陷的分類(lèi)是一項細致而又嚴謹的工作���,既要尊重傳統的分類(lèi)方法����,又要符合有關(guān)標準已有的定義���。 本文對熱軋鋼板表面缺陷進(jìn)行了分類(lèi)����,并對其中一些缺陷產(chǎn)生的原因進(jìn)行了分析�����,同時(shí)還介紹了防止一些缺陷產(chǎn)生的方法��。但隨著(zhù)鋼種數量逐漸增多�,生產(chǎn)方式慢慢的多樣化����,新的缺陷和形態(tài)的變化會(huì )不斷產(chǎn)生���,這個(gè)問(wèn)題還需要進(jìn)一步的研究和探討����。





 打印
打印